数控花健磨床 概述 数控花键磨床适用于磨削多种齿形的高精度直齿花键轴、花键拉刀、塞规、滚压轮及齿轮等零件,本机床为五轴三联动,动柱式结构,采用西班牙发格数控系统CNC8055i/POWER-M。该机配有顶置式在线独立数控修整器、大功率高速电主轴、数控直驱分度头、可调尾座、专用支架、表架等功能部件、全封闭式外罩。磨削时用乳化液作冷却介质,确保高精度的同时实现高效加工;砂轮主轴进口意大利PS电主轴,轴端采用德国标准HSK主轴接口,实现砂轮杆的快速更换,同时确保砂轮杆的接触刚性及动态稳定性;该机磨削加工原理为成型法磨削,即通过在线独立数控修整器将砂轮轴截面截形修整为与零件齿槽相对应的截面,进行成形磨削加工。
数控花键磨床为我公司独立研究设计,具有自主知识产权。尤其有花键磨削专家参与设计,使该机床功能完善,加工范围大,精度高,是一款成熟优秀的产品。公司在不断追求创新,不断提高产品品质,从而满足客户对高效率、高精度、高智能化加工的要求。
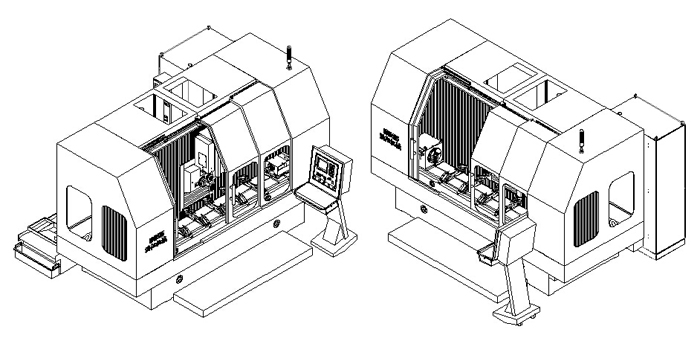
数控花键磨床外观图
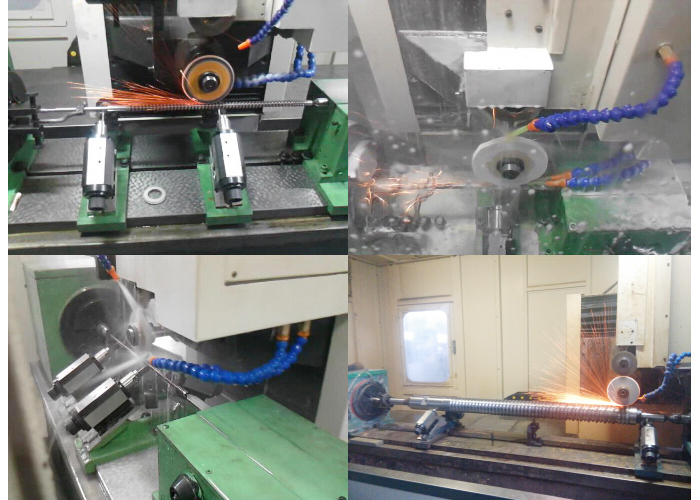
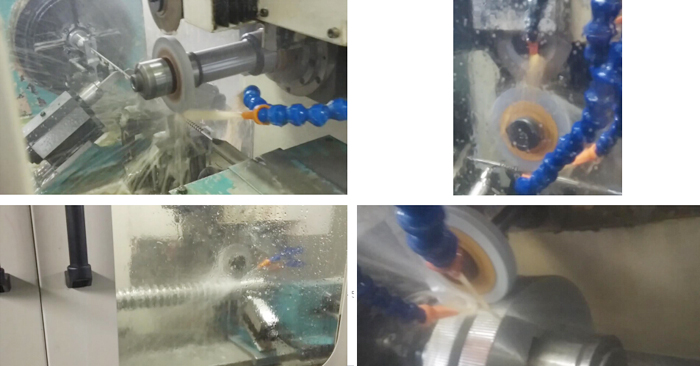
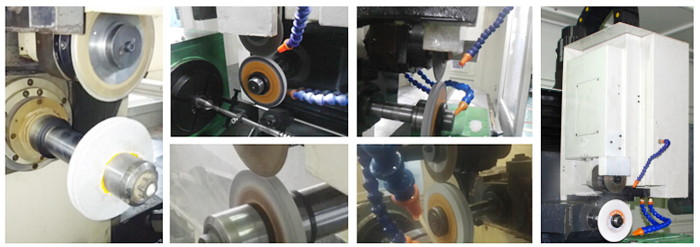
零件在我公司生产的花键磨床上进行加工拍摄视频中的截图
数控花键磨床功能件・砂轮主轴
 数控花键磨床配备意大利PS砂轮电主轴,此电主轴于2012年与意大利PS公司合作,非标订制的电主轴,其最大功率:15KW;最大扭矩:14NM;最大转速:20000rpm;主轴HSK-63接口端跳动、轴跳动≤3μm;频率:1000HZ;其参数主要解决以下几点:①、满足砂轮直径从Φ35mm-Φ200mm范围的线速度和扭矩要求;②、HSK工具系统能在高速情况下保证高精度,在切削扭矩下,过盈配合能有效的保持HSK工具系统的高刚度; 数控花键磨床配备意大利PS砂轮电主轴,此电主轴于2012年与意大利PS公司合作,非标订制的电主轴,其最大功率:15KW;最大扭矩:14NM;最大转速:20000rpm;主轴HSK-63接口端跳动、轴跳动≤3μm;频率:1000HZ;其参数主要解决以下几点:①、满足砂轮直径从Φ35mm-Φ200mm范围的线速度和扭矩要求;②、HSK工具系统能在高速情况下保证高精度,在切削扭矩下,过盈配合能有效的保持HSK工具系统的高刚度;
数控花键磨床功能件・砂轮杆及砂轮 HSK-C63德国标准接口砂轮杆,其刚性和动态精度非常稳定。左图为标准HSK-C63-Φ20和HSK-C63-Φ32砂轮杆。砂轮修整尺寸Φ35mm-Φ200mm,砂轮最大厚度为60mm。下图为客户使用的砂轮,砂轮修整最小为Φ34mm,最大砂轮用到Φ180mm,最厚用到50mm。

数控花键磨床功能件・顶置独立数控修整器 公司生产的数控花键磨床配备顶置独立数控修整器,修整装置为两轴联动,通过两轴进行插补修整砂轮的齿形形状,齿形形状包含:直齿形,渐开线齿形、圆弧齿形等其他类型的拟合齿形。右图为修整器外观图,下图为在线修整砂轮图。在线修整主要是提高效率。
数控花键磨床功能件・修整器主轴和金刚轮 修整器主轴为我司自主设计的机械主轴,伺服电机驱动,机械结构紧凑、性能稳定、前端气密封,主轴轴跳、端跳均≤3μm,主轴额定转速3000rpm。右图为进口金刚轮,品牌为WINTER(温特)(金刚轮为用户自己购买,根据加工的齿形不同金刚轮齿形不同,金刚轮最大外径为Φ110mm,规格110x15x27)。

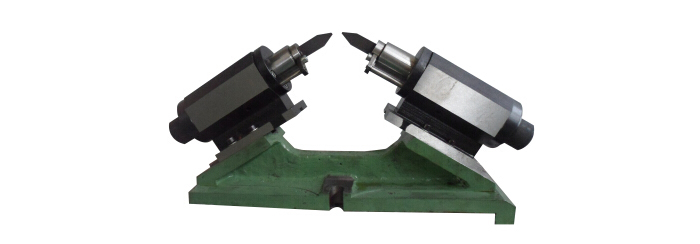
数控花键磨床功能件・分度头和尾座 数控花键磨床上应用的分度头和尾座为我司自主设计产品,分度头采用直驱电机分度,采用美国科尔摩根力矩电机做为驱动;反馈采用德国雷尼纳圆光栅,分度精度8″。尾座为可调整尾座(以顶尖轴为主方向,前后调整10mm;左右调整尺寸±2mm;上下调整±2mm)。分度头与尾座中心高180mm/MK8625、250mm/MK8635。分度头顶尖孔为莫氏5#/MK8625、6#/MK8635,尾座顶尖孔为莫氏4#/MK8625、5#/MK8635。分度头和尾座出厂各配一根圆顶尖,用户可根据情况增加数量。

数控花键磨床功能件・支架 数控花键磨床上应用的支架为我司自主设计产品,支撑工件直径范围Φ3mm-Φ250mm,为中心高180mm/MK8625、250mm/MK8635,前端支板可更换。按照规格标准配套一定数量的支架,用户可根据自己的情况增加台数。标准配套数1台/630、2台/1250、3台/1600、5台/2000、6台/2500。
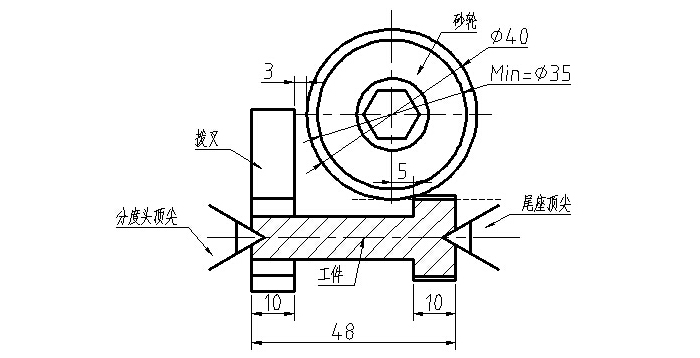
数控花键磨床・机床规格 数控花键磨床机床长度规格系列:630、1250、1600、2000、2500共五种,表示分度头和尾座两最大顶尖距离。最小可加工零件长度参照下图(此图只供用户参考)。砂轮中心距工作台面最小195mm/MK8625,265mm/MK8635。MK8625机床最大直径为Φ250mm;MK8635机床最大直径为Φ350mm。砂轮修整最小至Φ35mm。砂轮主轴最高转速20000rpm。用户可根据加工工件的情况选择合适的机型。
数控花键磨床・数控系统
 数控花键磨床采用西班牙FAGOR(发格)公司数控系统CNC8055i-POWER,最多可控制七个伺服轴,一个主轴(或六个伺服轴,二个主轴),10.4”液晶LCD单色/彩色显示器,可扩充至56I/32O的内置PLC,配有USB接口及512M(可选2G)硬盘,一体式数控系统。本机床是四个直线轴+旋转轴(五个伺服轴),二个主轴(砂轮主轴,金刚轮修整主轴),选择此系统也是性价比比较合适。各轴(除分度头外)伺服电机为FAGOR公司伺服电机;该机床直线轴(标配X轴除外)反馈装置也是采用西班牙FAGOR(发格)公司直线光栅尺;这样的配套方式大大的提高了数控系统的稳定性和控制的方便性。FAGOR数控系统的兼容性比较好、通用性强大、操作方便,与其它数控系统相似、易学易懂。在我们的实践中检验该数控系统在数控花键磨床上的应用非常合适,从用户给我们反馈的情况上看对于编程和操作人员来说都很容易上手,并且数控系统的稳定性比其它数控系统要好。 数控花键磨床采用西班牙FAGOR(发格)公司数控系统CNC8055i-POWER,最多可控制七个伺服轴,一个主轴(或六个伺服轴,二个主轴),10.4”液晶LCD单色/彩色显示器,可扩充至56I/32O的内置PLC,配有USB接口及512M(可选2G)硬盘,一体式数控系统。本机床是四个直线轴+旋转轴(五个伺服轴),二个主轴(砂轮主轴,金刚轮修整主轴),选择此系统也是性价比比较合适。各轴(除分度头外)伺服电机为FAGOR公司伺服电机;该机床直线轴(标配X轴除外)反馈装置也是采用西班牙FAGOR(发格)公司直线光栅尺;这样的配套方式大大的提高了数控系统的稳定性和控制的方便性。FAGOR数控系统的兼容性比较好、通用性强大、操作方便,与其它数控系统相似、易学易懂。在我们的实践中检验该数控系统在数控花键磨床上的应用非常合适,从用户给我们反馈的情况上看对于编程和操作人员来说都很容易上手,并且数控系统的稳定性比其它数控系统要好。
数控花键磨床机床其它附件 数控花键磨床其它附件有:电主轴冷却箱、纸带过滤机、机床防震垫铁、专用工具箱、水枪、吸雾器。
数控花键磨床加工视频单击下面连接可直接访问:
http://www.tudou.com/programs/view/2-wZ0FVeYlk/
http://www.tudou.com/programs/view/OiQevdVU-m0/
http://www.tudou.com/programs/view/kIBjUUcY5Ps/
数控花键磨床制造周期
公司生产的数控花键磨床为专用机床,针对客户的需要不同,机床会有不同的改变。此类机床为客户订购后再投产,所有零件及外购件都是要进行重新采购,在采购时间上有些进口部件周期比较长,这也是制约我司生产时间的最主要环节,其最长订货的是意大利PS非标定制的电主轴,其供货时间为5-6个月,按照我们装配和机床调试正常周期1个月,如果增加技术支持内容及新机床实践操作时间为15-20天。这样一来数控花键磨床的正常出厂时间为8个月。如客户在标准机床上要增加适合客户一些专用加工零件要求的,我司将根据客户的要求来做一些辅助设计,来满足不同客户对机床的特殊要求,生产周期最多不超过9个月。
数控花键磨床技术参数 下面以我司陕西涵阳机械有限责任公司生产的MK8625-1600数控花键磨床为例,介绍一下数控花键磨床相关技术参数。
1、机床用途及特点
1.1 机床规格型号
机床名称:数控花键磨床
机床型号:MK8625
机床规格:1600
机床外形尺寸(长x宽x高):3500x1600x2400mm
机床重量:约8.5T
1.2 机床概述
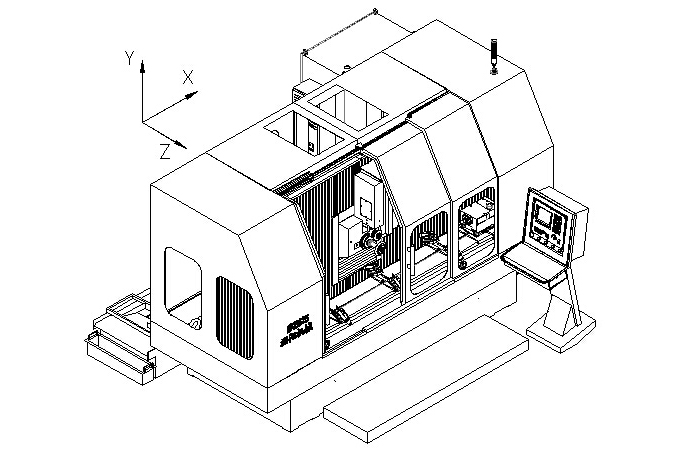
本机床为工作台固定,立柱往复运动的数控花键磨床,适用于磨削多种齿形的高精度直齿花键轴、花键拉刀、塞规、滚扎轮及齿轮等零件,本机床为五轴三联动,采用动柱式结构,数控系统为西班牙发格CNC8055i/POWER-M。配有顶置式在线独立数控修整器、大功率电主轴、数控直驱分度头、可调尾座、专用支架、0级工作台等功能部件。主运动为砂轮轴旋转运动、头架的旋转分度运动、立柱的纵向往复运动、砂轮的垂直进给运动、以及修整器两轴插补运动,通过修整器两轴插补运动,实现各种砂轮齿形修整。修整进给由伺服电机控制,配备光栅尺实现全闭环控制,通过修整程序进行自动补偿。砂轮的垂直进给运动配备光栅尺,为全闭环控制轴。头架的旋转分度配备圆光栅尺,为全闭环控制轴。该机为全封闭式外罩,磨削时用乳化液作冷却介质,确保高精度的同时实现高效加工;砂轮主轴选用进口意大利PS电主轴,轴端采用德国标准HSK-C63接口,实现砂轮杆的快速更换,同时确保砂轮杆的接触刚性及动态稳定性。该机采用成型法磨削,即通过在线独立数控修整器将砂轮轴截面截形修整为与零件齿槽相对应的截面,进行成形磨削加工。
机床的外型如图:
2、机床主要规格参数
加工花键轴直径:Φ3-Φ250mm
顶尖距:1600mm
加工工件长度:48-1600mm
砂轮主轴中心到工作台面最小距离:195mm
立柱纵向最大行程:1600mm
立柱纵向移动工进速度:15m/min
磨头垂直移动工进速度:5m/min
头架分度速度:0~300rpm
砂轮主轴转速:0~20000rpm
砂轮尺寸:外径:Φ40-Φ150mm 内径:Φ32和Φ20 厚度:6、8、10、12、20、60mm
最大工件重量:200KG
工作台长X宽(mm):2500x400
工作台高度(mm):350
尾座顶尖移动量:15mm
3、机床系统
数控系统:
西班牙发格数控系统:CNC8055i-POWER-M,最多可控制七个伺服轴,一个主轴(或六个伺服轴,二个主轴),10.4”液晶LCD单色/彩色显示器,可扩充至56I/32O的内置PLC,配有USB接口及512M硬盘,一体式数控系统。除分度轴和砂轮主轴外,其它轴均采用发格伺服电机和驱动
电气系统:
符合GB/T5226.1-1996《工业机械电气设备第一部分:通用技术条件》标准,系统具有完善可靠的联锁、安全保护和故障诊断报警等功能,系统化的电气配件和稳定的控制单元,布局优化、有序,确保电气控制的正常
冷却系统:
砂轮主轴冷却:冷却机HY-1000
工件冷却:过滤机JHZG1-75
润滑系统:
自动集中润滑装置和油脂润滑
3.1各轴简介
X轴:立柱纵向移动轴
Y轴:砂轮主轴垂直移动轴
V轴:修整器垂直移动轴
W轴:修整器横向移动轴
A轴:分度旋转轴
C轴:修整器金刚轮主轴
3.2机床功能部件详述
3.2.1床身
床身为铸造结构件,承载稳定,其上装配有运动部件,床身的正面右侧有系统操作台,机床的所有操作按钮和编程均集中在此操作台上
3.2.2工作台
工作台为铸造结构件,固定在床身上的,工作台台面等级为0级,工作台T型槽数X槽宽:1X18
3.2.3立柱
立柱安装在床身直线导轨上,沿导轨纵向移动,为箱体式铸件结构件,刚性稳定;砂轮主轴箱安装在立柱前端导轨上,砂轮主轴箱由伺服电机驱动沿导轨垂直进给运动,完成砂轮的进给;砂轮主轴箱侧面安装发格光栅尺,实现全闭环控制
3.2.4砂轮主轴
配备意大利PS电主轴,其最大功率:15KW;最大扭矩:14NM;最大转速:20000rpm;主轴DIN标准接口HSK-C63,可满足砂轮直径从Φ35~Φ150mm范围的线速度和扭矩要求,并保证高速情况下的高精度、高刚性,电主轴内置陶瓷珠轴承,永久性油脂润滑,异步电机6极,电主轴前端气密封,外壳防锈处理。
主轴功率:MAX=15KW
主轴扭矩:MAX=14NM
主轴转速:MAX=20000RPM
主轴外径:Φ130h6mm
电机和前轴承内部液体冷却(水冷)
接口DIN标准:HSK-C63
HSK-C63接口锥孔和端面跳动:≤0.003mm
3.2.5砂轮杆及砂轮
采用HSK-C63德国DIN标准接口砂轮杆,其刚性和动态精度非常稳定。标准砂轮杆规格HSK-C63-Φ20和HSK-C63-Φ32。砂轮修整尺寸直径范围Φ35~Φ150mm,砂轮最大厚度为60mm。
3.2.6顶置独立数控修整器
配备顶置独立数控修整器,修整装置为两轴联动,通过两轴进行插补修整砂轮的齿形形状,齿形形状包含:直齿形、渐开线齿形、圆弧齿形等其他类型的拟合齿形。可极大的提高效率和缩短空行程。
3.2.7修整器金刚轮主轴和金刚轮
修整器金刚轮主轴为机械主轴,伺服电机驱动,性能稳定、前端气密封,内置NSK精密轴承,永久性油脂润滑。
金刚轮主轴轴跳动和径跳动:≤3μm
金刚轮主轴转速:MAX=3000rpm
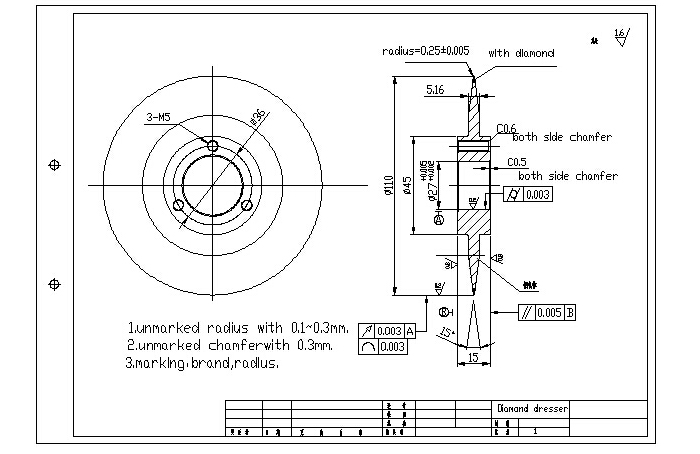
金刚轮可选择国产或进口轮,标准机床不配置,金刚轮规格110x15x27xR0.25,表示外径Φ110mm、内孔Φ27mm、厚度15mm、R为金刚轮圆角0.25mm,参考图如下:
3.2.8分度头和尾座
分度头安装在工作台的左端,采用美国科尔摩根力矩电机做为驱动,带动分度头主轴旋转和实现磨削花键时的分度;采用德国雷尼纳圆光栅反馈信号,实现全闭环控制;磨削花键轴的槽数可通过数控系统程序指令控制力矩电机进行精确分度,最大分度数999。分度头主轴顶尖孔为莫氏5号,内孔跳动:≤0.005mm;分度头主轴前端气密封,内置轴承永久油脂润滑。
尾座安装在工作台的右端,并可沿工作台滑动,以适应不同长度零件的装夹;尾座采用机械调整结构,通过调节尾座可实现工件的正向和侧向轴线与机床导轨的平行度。尾座三维可调整:X′向调整10mm,用于克服同批零件长度差;Y′向调整±2mm,用于调整与分度头的等高,出厂时已调整好,尾座底面磨损后可再次调整;Z′向调整±2mm;最大承载:2000N,尾座主轴顶尖孔:莫氏4号。分度头与尾座中心高180mm,分度头和尾座出厂各配一根圆顶尖,
3.2.9支架
支架为径向无间隙产品,调整方便,前后端防水密封,内置滑动轴承,永久性油脂润滑。支撑工件直径范围Φ3~Φ250mm,中心高180mm,前端支板可快速方便更换。标准配套数3套/MK8625-1600。
支架主轴调整行程:MAX=35mm
支架体调整行程:MAX=60mm
3.2.10各轴最大运行速度
X轴速度:MAX=30m/min
Y 轴速度:MAX=10m/min
V轴速度:MAX=5m/min
W轴速度:MAX=15m/min
A轴转速:MAX=300rpm
C轴转速:MAX=3000rpm
3.2.11机床精度
数控花键磨床精度参照:JB/T9904.2-1999花键轴磨床精度检验和QB/HY-001-2013数控花键磨床精度检验
砂轮主轴HSK-C63接口内孔轴跳动和径跳动:≤0.003mm
X轴重复定位精度:≤0.008mm/300mm
Y轴重复定位精度:≤0.002mm/300mm
V轴重复定位精度:≤0.002mm/30mm
W轴重复定位精度:≤0.002mm/30mm
A轴重复定位精度:≤4″
尾座可调整:
X′向调整量:10mm,全行程直线度0.005mm
Y′向调整量:±2mm,全行程直线度0.005mm
Z′向调整量:±2mm,全行程直线度0.005mm
支架前端支板为易损件,在说明书中配有易损件图纸,方便用户自己制造,用户还可以根据实际加工工件的不同对标准支架前支板进行更改,以适应不同加工产品的需求。
3.2.12颜色和尺寸
机床颜色:本机床标准颜色:深灰和白色
包装箱尺寸:长x宽x高(mm):3800x2500x2500
4、机床的工作条件
机床电源:电源电压范围:三相交流380V±10% 50HZ
机床总功率:22KW
气压:0.5MPa
环境温度:0~40oC
5、机床主要附件和工具
机床附件及配置清单
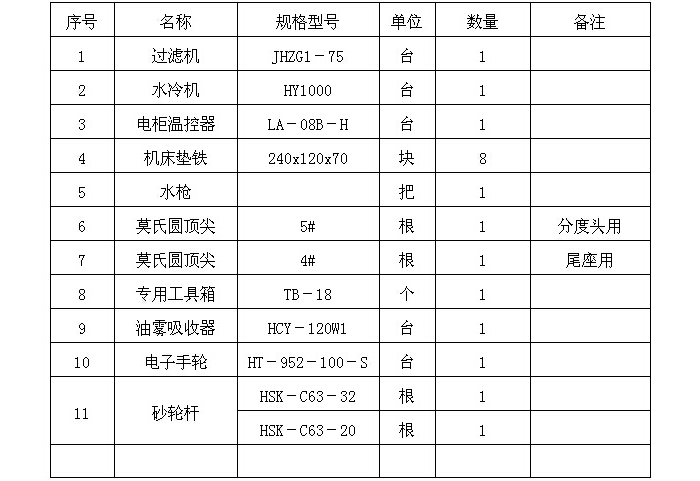
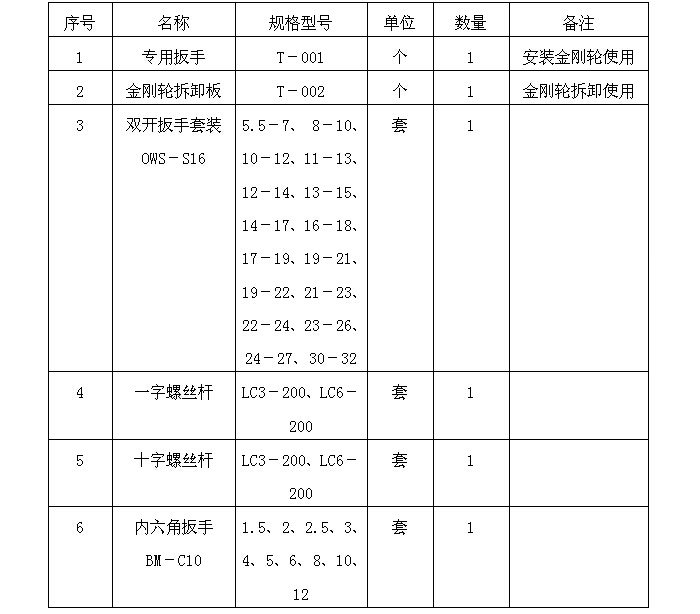
专用工具箱TB-18清单
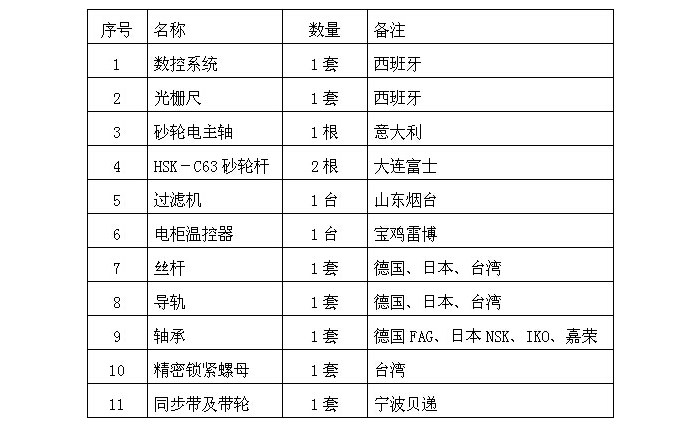
机床外购件清单
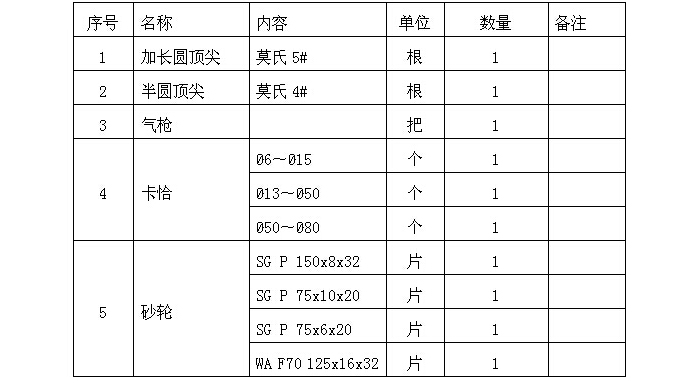
机床选配件清单
6、机床验收、安装调试、培训
机床验收:数控花键磨床精度参照:JB/T9904.2-1999花键轴磨床精度检验和QB/HY-001-2013数控花键磨床精度检验
6.1机床运输、安装
机床包装运输,待机床运输到后卸车,将机床移动到具体位置上,按安装图安装到位,将其它件放置相应位置,动力电源送到电柜位置处,气源到相应位置。机床到预定位置的通知后,24小时内派人前往现场进行安装调试工作。
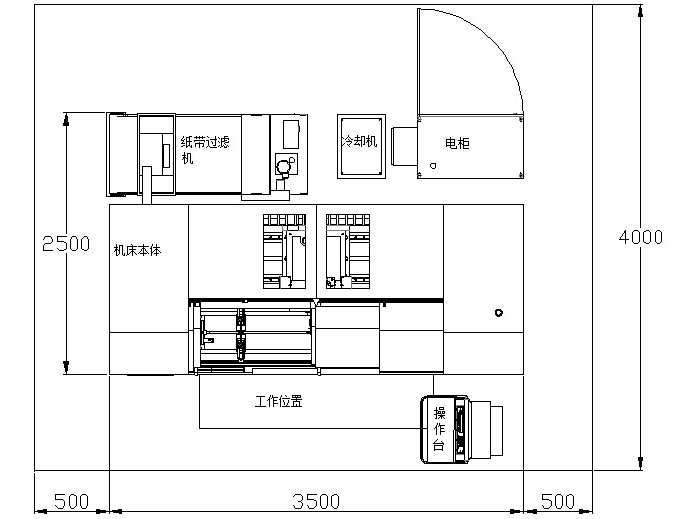
机床平面布置图:
7、技术文件
机床安装安装说明书 1套
电气控制图 1套
机床使用说明书(含备品易损件明细表及图纸) 1套
系统编程说明书 1套
系统操作手册 1套
系统诊断手册 1套
机床合格证明书 1套
装箱单 1套
机床主要配套年厂商合格资料文件 1套
|


